| HỎI ĐÁP & CHIA SẺ SỨC KHỎE - LÀM ĐẸP & THỂ THAO CƠ KHÍ, XÂY DỰNG, ĐIỆN NƯỚC, NGÀNH MỘC, DIY ĐỒ DÙNG GIA ĐÌNH TIN VỀ NGÀNH NỘI THẤT Ô TÔ, CHĂM SÓC XE VIDEO GIỚI THIỆU SẢN PHẨM MỌI THỬ KHÁC |
7 lỗi cơ bản thường gặp trong kĩ thuật hàn cơ bản(p2)
14-09-2016, 4:36 pm
Trong kĩ thuật hàn dù có là một thợ hàn lành nghề đi chăng nữa thì bạn hẳn vẫn thường gặp phải một trong số các lỗi hàn cơ bản mà nhân viên kĩ thuật của bigshop.vn thống kê được.
-
Lẫn xỉ.
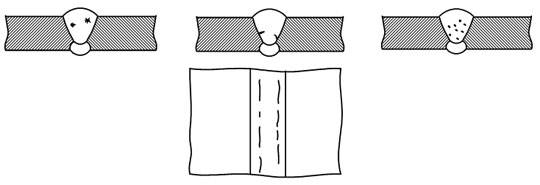 hình ảnh minh họa mối hàn lẫn xỉ
hình ảnh minh họa mối hàn lẫn xỉ
-
Nguyên nhân
- Dòng điện hàn quá nhỏ, không đủ nhiệt lượng để cung cấp cho kim loại nóng chảy và xỉ khó thoát ra khỏi vũng hàn.
- Mép hàn chưa được làm sạch hoặc khi hàn đính hay hàn nhiều lớp chưa gõ sạch xỉ.
- Góc độ hàn chưa hợp lý và tốc độ hàn quá cao.
- Tốc độ làm nguội quá nhanh, xỉ không kịp thoát ra ngoài.
-
Biện pháp khắc phục
- Tăng dòng điện hàn cho thích hợp, hàn bằng hồ quang ngắn và tăng thời gian dừng lại của hồ quang
- Làm sạch vật hàn trước khi hàn, gõ sạch xỉ ở mối hàn đính và các lớp hàn.
- Thay đổi góc độ và phương pháp di chuyển que hàn cho hợp lý, giảm tốc độ hàn tránh xỉ trộn lẫn vào trong vũng hàn hoặc chảy về phía trước vũng hàn.
-
Không ngấu
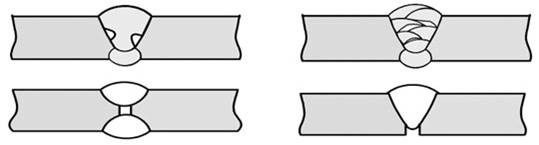 hình ảnh minh họa mối hàn không ngấu
hình ảnh minh họa mối hàn không ngấu

hình ảnh mối hàn không ngấu
-
Nguyên nhân
- Mép hàn chuẩn bị chưa hợp lý, góc vát quá nhỏ
- Dòng điện hàn quá nhỏ hoặc tốc độ hàn quá nhanh
- Góc độ que hàn chưa hợp lý và cách đưa điện cực không hợp lý.
- Chiều dài cột hồ quang quá lớn
-
Biện pháp khắc phục
- Làm sạch liên kết trước khi hàn, tăng góc vát và khe hở hàn
- Tăng dòng điện hàn và giảm tốc độ hàn…
-
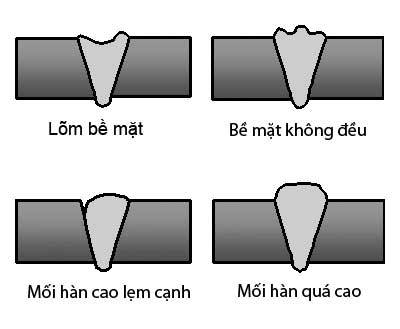
Cháy chân.

hình ảnh minh họa cháy chân

hình ảnh mối hàn cháy chân
-
Nguyên nhân
- Dòng điện hàn quá lớn
- Chiều dài cột hồ quang quá lớn
- Góc độ que hàn và cách đưa que hàn chưa hợp lý
- Sử dụng chưa đúng kích thước điện cực hàn
-
Biện pháp khắc phục
- Khi dao động mỏ sang hai bên mối hàn có thời gian dừng để cho kim loại phụ điền đầy vào hai bên.
- Đảm bảo đúng góc độ chuyển động của que hàn
- Điều chỉnh lại chế độ dòng điện, điện áp.
- Điều chỉnh lại khoảng cách cột hồ quang, từ đầu mỏ xuống tới vật hàn là 10 – 15mm.
- Điều chỉnh lại vận tốc hàn, và góc độ mỏ cho phù hợp
- Hạn chế sự thổi tạt hồ quang bằng cách che chắn gió.
-
Hiện tượng bắn tóe
 hình ảnh mối hàn bắn tóe
hình ảnh mối hàn bắn tóe
-
Nguyên nhân:
- Chiều dài cột hồ quang quá cao
- Bề mặt mối hàn bị bẩn hoặc dầu mỡ.
- Tốc độ ra dây lớn quá cháy không hết
- Hồ quang bị thổi tạt
- Góc độ mỏ hàn nghiêng quá.
-
Biện pháp khắc phục
- Điều chỉnh lại khoảng cách cột hồ quang cho thích hợp
- Vệ sinh bề mặt mối hàn cho sạch sẽ trước khi hàn
- Điều chỉnh lại chế độ ra dây phù hợp với điện áp hồ quang
- Che chắn gió để không có hiện tượng gió thổi lệch hồ quang
- Chỉnh lại góc độ mỏ hàn cho phù hợp, thường từ 90 – 105 độ so với hướng hàn và vuông góc với hai bên.
-
Biến dạng
hình ảnh minh họa mối hàn biến dạng

hình ảnh mối hàn biến dạng

hình ảnh mối hàn biến dạng.
-
Nguyên nhân
- Gá lắp và chuẩn bị mép hàn chưa hợp lý
- Trình tự hàn không đúng
- Vật liệu hàn không đảm bảo chất lượng
- Tốc độ hàn và dòng điện hàn lớn.
-
Biện pháp khắc phục
- Áp dụng quy trình hàn thứ tự phù hợp
- Hàn gá từng phần và văng chống sự biến dạng
- Vát mép hàn đúng góc độ và gá mẫu hàn theo đúng yêu cầu
- Điều chỉnh lại chế độ dòng điện, điện áp.
xem thêm: =>> các kĩ thuật hàn để mối hàn đẹp
Sản phẩm liên quan
 -18%
-18%
Thương hiệu nổi bật
Dịch vụ uy tín, Đặt Hàng KHÔNG cần đăng ký, đăng nhập
Đổi trả trong 30 ngày *
Giao hàng nhanh toàn quốc
Tổng đài hỗ trợ
| Phía Bắc & Miền Trung | Phía Nam & Miền Trung | |
| Mua hàng | 0979.439.823 | 0987.353.550 |
| Bảo hành | 0987.353.550 | 0986.777.803 |
| Thời gian làm việc: | 8h - 18h (Thứ 2 đến Thứ 7) |
| Chủ Nhật, ngày lễ Nghỉ, NGHỈ TRƯA 12H - 13H15) |
Kết nối với chúng tôi

Công Ty Cổ Phần Bigshop Việt Nam
Mã số thuế: 0107338930 do Sở kế hoạch đầu tư TP Hà Nội cấp *** Ngày cấp lần đầu 01/03/2016.
Địa Chỉ Mua Hàng Trực Tiếp (*)Chi nhánh 1 & Kho hàng
2C Lô Tư,P. Bình Hưng Hòa,Thành phố Hồ Chí Minh
 Chi Nhánh 2, Cửa hàng & Kho TP.Hà Nội:
Chi Nhánh 2, Cửa hàng & Kho TP.Hà Nội:
Nhà Số 1 ngõ 61 Giáp Nhị, Phường Hoàng Mai, Hà Nội
Điện thoại: 0932.268.131 hoặc 0987.353.550 - 0986777803 - 0981222654
Email: bigshopads@gmail.com
Website cùng hệ thống công ty: bigshop.vn - kingtools.vn
(Qúy khách Đặt Hàng một cách dễ dàng mà không cần phải đăng ký, đăng nhập)
© 2014: Bản quyền thuộc Công Ty Cổ Phần Bigshop Việt Nam - Bigshop.vn - THẾ GIỚI CÔNG CỤ - DỤNG CỤ CHÍNH HÃNG *****