| HỎI ĐÁP & CHIA SẺ SỨC KHỎE - LÀM ĐẸP & THỂ THAO CƠ KHÍ, XÂY DỰNG, ĐIỆN NƯỚC, NGÀNH MỘC, DIY ĐỒ DÙNG GIA ĐÌNH TIN VỀ NGÀNH NỘI THẤT Ô TÔ, CHĂM SÓC XE VIDEO GIỚI THIỆU SẢN PHẨM MỌI THỬ KHÁC |
Hàn MIG MAG với khí Argon và CO2
02-11-2016, 9:52 am
Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí bảo vệ ( Gas metal arc welding – GMAW) phân thành 2 loại MAG (Metal active gas welding) và MIG (metal inert gas welding).
Hàn Mig/Mag là phương pháp hàn hồ quang kim loại trong môi trường khí bảo vệ, còn được gọi là hàn dây, hàn CO2. Tên gọi quốc tế là Gas Metal ARC Welding (GMAW).
Hàn MAG là Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí hoạt tính (CO2, CO2 + O2, …).
MAG (Metal active gas): khí "hoạt hóa" khi hàn thép thường, thép hợp kim thấp.
Hàn MIG là quá trình hàn nóng chảy trong đó nguồn nhiệt hàn được cung cấp bởi hồ quang tạo ra giữa điện cực nóng chảy (dây hàn) và vật hàn: hồ quang và kim loại nóng chảy được bảo vệ khỏi tác dụng của oxi và nitơ trong môi trường xung quanh bởi một loại khí hoặc một hỗn hợp khí.
Phân biệt hàn MIG và hàn MAG
MIG (Metal inert gas): khí "trơ" sử dụng khi hàn thép hợp kim và kim loại màu.
MAG (Metal active gas): khí "hoạt hóa" khi hàn thép thường, thép hợp kim thấp.
Khí trơ : Chủ yếu là Argon hoặc Hélium (khí dùng pha trộn thêm).
Khí hoạt hóa : Thường là (CO2), hoặc Argon có trộn thêm Oxy (O2), đôi khi Hydro(H2).
Hàn MIG-MAG sử dụng hồ quang được thiết lập giữa dây điện cực nóng chảy và được cấp tự động vào chi tiết hàn. Hồ quang này sẽ được bảo vệ bằng dòng khí trơ hoặc khí có tính khử. Sự cháy của hồ quang được duy trì nhờ các hiệu chỉnh đặc tính điện của hồ quang. Chiều dài hồ quang và cường độ dòng điện hàn được duy trì tự động trong khi tốc độ hàn và góc điện cực được duy trì bởi thợ hàn.
Các ưu điểm của phương pháp hàn MIG-MAG
- Năng suất cao
- Giá thành thấp - Năng lượng hàn thấp, ít biến dạng nhiệt.
- Hàn được hầu hết các kim loại.
- Dễ tự động hóa.
- Mối hàn dài có thể được thực hiện mà không bị ngắt quãng.
- Yêu cầu kỹ năng hàn thấp.
Hàn MIG MAG với khí Argon và CO2
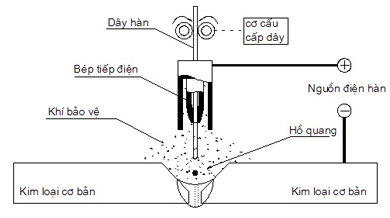
Nguyên Lý Hàn MIG
Khí bảo vệ có thể là khí trơ (Ar, He hoặc hỗn hợp Ar + He) không tác dụng với kim loại lỏng trong khi hàn hoặc là các loại khí hoạt tính (CO2; CO2 + O2; CO2 + Ar, …) có tác dụng chiếm chỗ và đẩy không khí ra khỏi vùng hàn để hạn chế tác dụng xấu của nó.
Khi điện cực hàn hay dây hàn được cấp tự động vào vùng hồ quang thông qua cơ cấu cấp dây, còn sự dịch chuyển hồ quang dọc theo mối hàn được thao tác bằng tay thì gọi là hồ quang bán tự động trong môi trường khí bảo vệ.
Có 4 phương pháp dịch chuyển kim loại vào xũng hàn:hình cầu,ngắn mạch,phun và xung phun,mỗi dạng có đặc tính khác biệt riêng.
Bài liên quan:
Phân loại và đặc điểm hàn MIG MAG:
Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí trơ (Ar, He) là phương pháp hàn MIG (Metal Inert Gas). Vì các loại khí trơ có giá thành cao nên không được ứng dụng rộng rãi, chỉ dùng để hàn kim loại mầu và thép hợp kim.
Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí hoạt tính (CO2, CO2 + O2, …) là phương pháp hàn MAG (Metal Active Gas). Phương pháp hàn MAG sử dụng khí bảo vệ CO2 được ứng dụng rộng rãi:
Ưu điểm:
CO2 là loại khí dễ kiếm, dễ sản xuất và giá thành thấp;
Năng suất hàn trong CO2 cao, gấp hơn 2,5 lần so với hàn hồ quang tay;
Tính công nghệ của hàn trong CO2 cao hơn so với hàn hồ quang dưới lớp thuốc vì có thể tiến hành ở mọi vị trí không gian khác nhau;
Chất lượng hàn cao. Sản phẩm hàn ít bị cong vênh do tốc độ hàn cao, nguồn nhiệt tập trung, hiệu suất sử dụng nhiệt lớn, vùng ảnh hưởng nhiệt hẹp;
Điều kiện lao động tốt hơn so với hàn hồ quang tay và trong quá trình hàn không phát sinh khí độc.
Phạm vi ứng dụng hàn MIG/ MAG:
Dùng để hàn thép có kết cấu thông thường và các loại thép không gỉ, thép chịu nhiệt, thép bền nóng, các hợp kim đặc biệt, các hợp kim nhôm, magiê, niken, đồng, các hợp kim có ái lực hóa học mạnh với ôxi.
Hàn ở vọi vị trí trong không gian.
Chiều dày vật hàn từ 0,4 ¸ 4,8 mm thì chỉ cần hàn một lớp mà không phải vát mép, từ 1,6 ¸ 10mm thì hàn một lớp có vát mép, còn từ 3,2 ¸ 25mm thì hàn nhiều lớp.
Không thích hợp cho hàn ngoài trời ,bởi vì sự chuyển động của không khí xung quanh có thể làm ảnh hưởng tới khí bảo vệ và mối hàn .Nên sử dụng trong trong ngành xây dựng khá hạn chế.
Được dùng phổ biến trong hàn tự động và bán tự động.
Mọi thắc mắc về kỹ thuật hàn, phương pháp hàn cơ bản xin liên hệ 086.881.2206 - 0949.324 322 để được tư vấn.
Sản phẩm liên quan
 -5%
-5%

 -11%
-11%
 -4%
-4%
 -3%
-3%
 -10%
-10%
 -19%
-19%

 -9%
-9%
TIN KHÁC


















Thương hiệu nổi bật
Dịch vụ uy tín, Đặt Hàng KHÔNG cần đăng ký, đăng nhập
Đổi trả trong 30 ngày *
Giao hàng nhanh toàn quốc
Tổng đài hỗ trợ
| Phía Bắc & Miền Trung | Phía Nam & Miền Trung | |
| Mua hàng | 0979.439.823 | 0987.353.550 |
| Bảo hành | 0987.353.550 | 0986.777.803 |
| Thời gian làm việc: | 8h - 18h (Thứ 2 đến Thứ 7) |
| Chủ Nhật, ngày lễ Nghỉ, NGHỈ TRƯA 12H - 13H15) |
Kết nối với chúng tôi

Công Ty Cổ Phần Bigshop Việt Nam
Mã số thuế: 0107338930 do Sở kế hoạch đầu tư TP Hà Nội cấp *** Ngày cấp lần đầu 01/03/2016.
Địa Chỉ Mua Hàng Trực Tiếp (*)Chi nhánh 1 & Kho hàng
2C Lô Tư,P. Bình Hưng Hòa,Thành phố Hồ Chí Minh
 Chi Nhánh 2, Cửa hàng & Kho TP.Hà Nội:
Chi Nhánh 2, Cửa hàng & Kho TP.Hà Nội:
Nhà Số 1 ngõ 61 Giáp Nhị, Phường Hoàng Mai, Hà Nội
Điện thoại: 0932.268.131 hoặc 0987.353.550 - 0986777803 - 0981222654
Email: bigshopads@gmail.com
Website cùng hệ thống công ty: bigshop.vn - kingtools.vn
(Qúy khách Đặt Hàng một cách dễ dàng mà không cần phải đăng ký, đăng nhập)
© 2014: Bản quyền thuộc Công Ty Cổ Phần Bigshop Việt Nam - Bigshop.vn - THẾ GIỚI CÔNG CỤ - DỤNG CỤ CHÍNH HÃNG *****